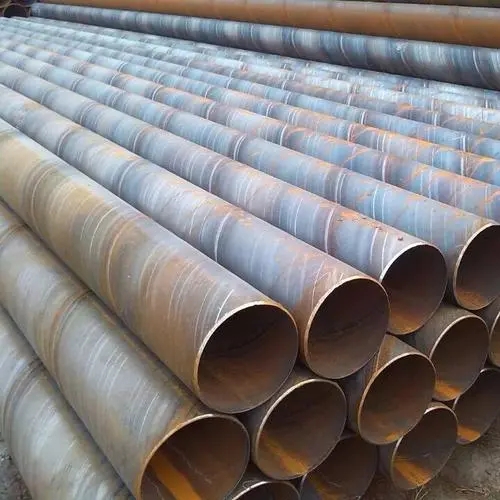
北京钢材企业新研发连铸技术在降低能耗、提高效率、增加生产能力、提高钢材质量、改善劳动条件以及提供生产连续化、自动化等方面其有很大优势,炼钢厂走连铸生产路线是降成本求生存的必然要求.而高连铸比《甚至全连铸)就是这些优势的综合体现之一纵观全国,电沪钢厂已实现全连铸的有20多家.但其都是在炉容比较大且炉子座数有3座或有精炼升温措施,或连铸机台致多于1台的情况下所获得,而钢厂以1台小方坯连铸机匹配4座普通功率小电护,且无精炼调温手段.既要充分发挥炉子的作用.又要满足连铸为中心.在投产不到两年钢材超过84.96%,并使吨坯成本基本保证了在外购坯价格以下。
若增大焊接热输入量,因热影响区的冷却速度减小,最高硬度降低,就能防止焊道下裂缝。另外,兼用预热使最高硬度略有一些降低,而且由于在100^3000C温度区间内的冷却时间延长,显著地促进了氢的逸出,当然可使裂缝减少。
另外,对低合金钢及合金钢,如果采用奥氏体型C r-Ni不锈钢焊条,即使不预热也不产生焊道下裂缝。这是山于奥氏体型涂药焊条是低氢的,而且在室温下焊缝金属中氢的溶解度很大,故向热影响区扩散的氢极少所致。同时由于焊缝金属的塑性比母材好,因此,热影响区所承受的收缩变形和应力可以减小。100克,是很微量的。然而,钢材焊接区的氢含量在室温下却多达数毫升~数十毫升/100克,因此,过剩的氢就以过饱和的原子状公和聚积在品内缺陷和品界上的分子状的氢两种状态存在。实验查明,前者(原子状氢)在室溢下随着时间的推移向钢中扩散并从表而逸出,而后者大部分以原状残留卜来。不过,如果加热到200℃以上的高溉,又变为原子状氢,且从表而逸出。北京钢材为了在短时间内定量地测出钢中的全部氢含量,可在真空中或输送气体中加热到650-800℃的高温并抽出。而为测定室乱下的扩散氢含量则采用JISZ9 3113(甘油法)或IIW(国际焊接学会)法(水银法)。


 钢材
钢材